airdeano
-
Posts
11,937 -
Joined
-
Last visited












Recent Profile Visitors
14,614 profile views





airdeano's Achievements
")
-
then you have a machine issue. something during the assembly has been overlooked/missed. your gcode printed just fine with the exception of heavy thermals, tonnes of retraction, 'elephant foot', and stringing. in your last picture, the layer lines are inconsistent on the X and Y axis (loose carriage rollers more likely). the Z shifting prolly has the same affliction. the blobs are from filament overheating, prolly a restricted bowden in the hotend with large amounts of retractions just pools the extra filament and produces 'zits' and once they cool, the next layer comes down and trips the print off the build surface. too bad you are too far away for a personal look.. since this has been an ordeal, you have a choice: return/sell it or rebuild it. you might consider reviewing this site for more answers. (my 'splainin' isnt too good): 19 videos and heres the pdf: Help-guide-Creality-and-others-5-22-2109.pdf
-
initial impression: you are still barbecuing your filament at 225° 6 walls is just too much and 40-50% infill is what tripped your print.. here is what i just printed after your post: PLA3DBenchy28.gcode try this on a clean prepreped build platform
- 20 replies
-
- 1
-
-
- 3d printing
- ender 3
- (and 1 more)
-
got it.. will run it.. mines 55% done..
-
post your gcode here..
-
turn the bed knobs three-nibs to the left (clockwise as viewed from the top), make your speed 25mm/sec for all initial layer options, turn that temp down to 205° and use the skirt. as your raft 'stuck' then your print should as well. still using the stock plastic extruder? check cooling fan option and use 87% for fan speed, 65% for min fan and 87% for max fan. that stack is melted as too fast to allow the layers to 'chill'. if you dont want the fan on, just use zero for all fan speed option, but leave the box checked.
- 20 replies
-
- 1
-
-
- 3d printing
- ender 3
- (and 1 more)
-
using which slicer profile?
- 20 replies
-
- 1
-
-
- 3d printing
- ender 3
- (and 1 more)
-
welcome to the Linus Tech Tips forums! by the limited information, is this a PC you are looking to build? the build is for what? gaming? content creation? web crawling? we kindas need more information to why this thread was made..
-
please observe our posting guidelines for the Off-Topic forums here: https://linustechtips.com/main/topic/234698-posting-guidelines-please-read/ <-LOCKED->
-

All right I had enough. I am unsubscribing from linustechtips.
airdeano replied to avg123's topic in General Discussion
since this has turned into a flamewar of sorts.. <-LOCKED-> -
welcome to the Linus Tech Tips forums!
-
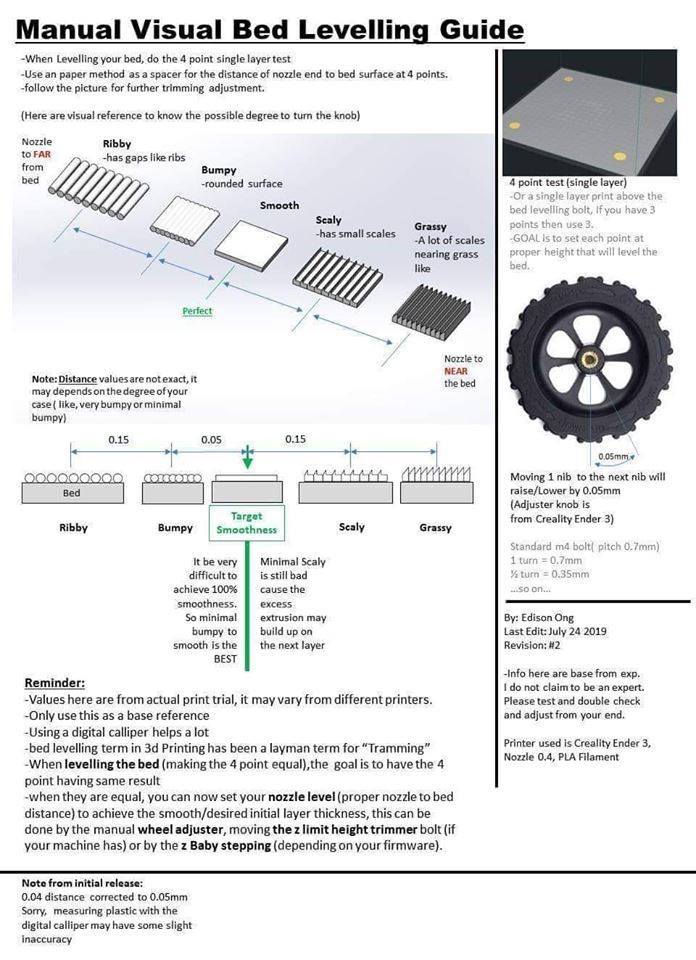
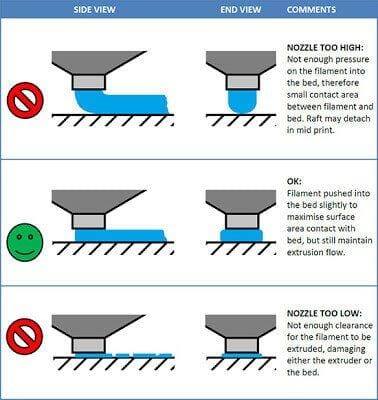
yeah, the first layer usually makes/breaks a print. you'll need to get that distance tight:

- 20 replies
-
- 3
-
-
- 3d printing
- ender 3
- (and 1 more)
-
ok, got the code and 15min in this is what i believe your issues are: you prolly have too much distance between your nozzle and bed surface. your .20 profile is vague and non-defined. once done, we'll see if more comes to mind. here is a good starting profile should be importable into cura 4.3 Magic0.20.curaprofile your filament temp is too high 225° is at top end should be 190°-220° for PLA 205° is a great starter. your part cooling fan is on during the first layer.. not best practice for laying down the first lines.. for PLA in ambient environment of 30° can easily run without PC fan. i also believe your 'quality tab has some errors: layer height is .20 and initial layer height .20 all others should be .40 leave the width 100% for now. when done i'll reply with more. but check that distance on the nozzle to bed surface, should be a papers thin gap:
- 20 replies
-
- 1
-
-
- 3d printing
- ender 3
- (and 1 more)
-
congrats on the purchase.. sounds like a nozzle/bed distance issue. got the GCode for me to test? i have an ender 3 as well with no printing issues.
- 20 replies
-
- 3
-
-
- 3d printing
- ender 3
- (and 1 more)
-
All right I had enough. I am unsubscribing from linustechtips.
airdeano replied to avg123's topic in General Discussion
yeah, if there are no other contributions to this topic, we'll just need to close it. seems the new topic of downloads is taking the show.. -
as described.. we cannot lend support to this instruction. <-LOCKED->